


回火工艺对Nb-Ti微合金化高强度大梁钢性能的影响
安阳钢铁股份有限公司
摘要:本文利用YB-MK马弗炉研究了300℃-750℃回火工艺下10mm的Nb-Ti微合金化高强度大梁钢力学性能和韧性变化规律。发现了Nb-Ti微合金化高强度大梁钢650℃回火时屈服和抗拉强度强度达到峰值和400℃左右回火时强度和韧性综合性能较好的规律。同时还根据性能变化情况给出火焰矫梁工艺烘烤温度不大于700℃的建议。
关键词:回火工艺,Nb-Ti微合金化,高强度,大梁钢
The influence of tempering process on the properties of Nb-Ti microalloyed high strength beam steel
Guoxi Wan,Maoqi Zhou,Yanhong Liu
Anyang Iron and Steel (Group) Corp.
Abstract: This paper by using YB - MK angang laboratory muffle furnace to study the tempering process under 10, 300-750 mm of Nb, Ti microalloyed high strength and large joist steel mechanical properties and toughness change rule. Under the existing system of composition found high strength big joist steel tempering 650 yield and tensile strength when the peak intensity and 400 temper the strength and toughness good comprehensive properties. Also changes according to the performance of the baking temperature of flame JiaoLiang process is not greater than 700.
Key Words: Tempering Process Nb-Ti Microalloying High Strength Beam Steel
0引言
汽车工业的重要发展趋势之一,是在保证安全性能不变的前提下,尽可能地降低整车自质量,以实现节能,减排和提高运输效益的目的[1]。随着及2016年9月21日新GB1589标准的实施和几年来轻量化运输车辆的优势逐渐被用户所认知,综合性能突出的700MPa以上高强钢已经被一些以挂车、专用汽车、自卸车为代表的商用车及上装生产企业所大批量采用,应用在车辆的多个部位,其中最重要为车架工字型大梁,其成型方式为埋弧焊接或气保焊接成型。
然而金属构件由于焊接时,在焊件上产生不均匀的温度场。这种温度场大多数情况下是非线性分布,不均匀的温度场使金属材料不均匀膨胀,处于高温区的材料在加热过程中膨胀是大,受到周转温度较低、膨胀量较小材料的限制,而不能自由地进行膨胀。于焊件中出现了内应力,使高温区的材料受到挤压,产生局部塑性应变,从而使焊件外部形状发生改变。这种变形为焊接残余变形,残余应力和变形在一定条件下,严重影响焊件强度、刚度、受压时的稳定性、加工精度和尺寸稳定性,所以必须对其进行矫正。通常我们采用锤击法和千斤顶顶压等机械矫正法,但这些方法只适用于结构简单变型量小的金属构件的矫正,对于结构复杂变型量大的焊接变行,这种方法无法满足矫正要求,为此许多厂家选着火焰矫梁方式,这种方式使用不当易产生结构失稳甚至失效[2]。
本文通过不同的回火温度及冷却方式来研究了Nb-Ti微合金化高强度大梁钢的性能变化情况,明确了火焰矫梁工艺火烤温度上限,以此来建议用户选择合理的火焰矫梁温度,降低因火焰矫梁温度不当而产生了大梁失效发生几率。
1 实验材料与方法
试验原料采用目前市场上使用较广的Nb-Ti微合金化700MPa级大梁钢,其试验钢板拉伸试样尺寸加工成10mm×45mm×390mm, 10mm规格冲击功检验试验尺寸加工成10mm×65mm×120mm。其主要化学成分见表1。
表1 实验钢的化学成分及性能要求(质量分数) %
|
规格 |
C |
Si |
Mn |
P |
S |
Nb |
Ti |
Alt |
Cr+Ni+Cu |
|
10mm |
0.07 |
0.13 |
1.59 |
0.012 |
0.002 |
0.035 |
0.099 |
0.037 |
≤0.30 |
|
注:Rel≥650MPa,Rm≥700MPa,A≥17,-20℃冲击功≥47J。 |
|||||||||
加热试验在上海贵尔生产的GR.AF80/14马弗炉中进行:具体回火及冷却工艺如下:对10mm的试验样以10℃/min随炉加热至300℃、350℃、400℃、500℃、550℃、600℃、650℃、700℃、750℃温度下保温30min后进行空冷。
对工艺试验采用WEW-1000 材料试验机在室温下进行2套拉伸性能检验,采用ZBC750J低温冲击试验机做-20℃冲击性能检验。在拉伸残样上取样,进行研磨、抛光,用4%的硝酸酒精溶液侵蚀16-20S,然后采用Axiovert 2000MAT金相显微镜和THVP-10维氏硬度计分别进行的组织观察和硬度检测。
2 试验结果分析与讨论
2.1 不同回火工艺对拉伸性能的影响
将下列10mm×45mm×390mm回火后的样品加工成平行段宽度为25mm的带肩拉伸试样在WEW-1000 材料试验机上进行力学性能检验,每组2个试样,然后取平均值进行统计分析。性能检验结果如下表2所示:
表2 第一种回火工艺下的拉伸性能
|
回火工艺,℃ |
规格,mm |
屈服强度,MPa |
抗拉强度,MPa |
延伸率,% |
|
室温(25℃) |
10 |
719 |
752 |
18 |
|
10 |
713 |
756 |
19 |
|
|
300℃+空冷 |
10 |
717 |
753 |
17.5 |
|
10 |
714 |
760 |
19 |
|
|
350℃+空冷 |
10 |
727 |
768 |
16 |
|
10 |
731 |
770 |
17 |
|
|
400℃+空冷 |
10 |
724 |
750 |
18.5 |
|
10 |
731 |
764 |
17.5 |
|
|
500℃+空冷 |
10 |
751 |
797 |
17.5 |
|
10 |
756 |
804 |
19 |
|
|
550℃+空冷 |
10 |
764 |
803 |
16.5 |
|
10 |
766 |
811 |
17 |
|
|
600℃+空冷 |
10 |
784 |
819 |
17 |
|
10 |
791 |
822 |
16.5 |
|
|
650℃+空冷 |
10 |
812 |
847 |
13 |
|
10 |
791 |
834 |
14.5 |
|
|
700℃+空冷 |
10 |
719 |
820 |
19 |
|
10 |
725 |
819 |
18.5 |
|
|
750℃+空冷 |
10 |
663 |
705 |
20 |
|
10 |
671 |
719 |
19 |
由上表2和下图1可以看出,回火后采用空冷工艺,400℃之前材料的屈服强度和抗拉强度略有增加约15MPa,基本维持在750-770MPa范围内,延伸率变化不大。但当回火温度超过500℃后屈服强度和抗拉强度均明显提高,650℃左右时达到峰值,提高近90MPa。随着回火温度的进一步升高,到700℃时屈服强度基本下降到到室温25℃性能水平,但抗拉强度虽有下降但相比室温性能还有约70MPa的提高。然而到了750℃时,屈服强度和抗拉强度急剧下降,相比室温性能还低40MPa左右。其主要原因为在Nb-Ti复合微合金化大梁钢在快速轧制过程和快速冷却过程中,不能够使得Nb和Ti的碳氮化合物全部在铁素体相变过程中完全析出。
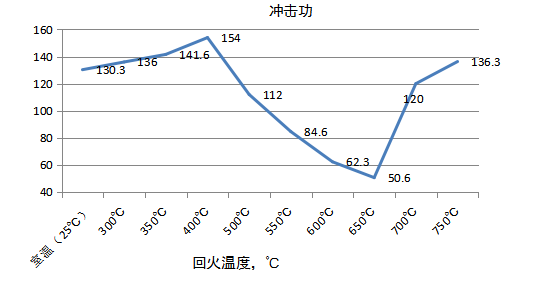
图1 不同回火温度对强度的变化趋势
一般对于抗拉强度高于600MPa的Nb、Ti等复合的微合金处理的高强度低合金钢,在控轧控冷后通过适当的回火处理可以一方面消除钢中的内应力,另一方面通过第二项的析出可以进一步提高钢的强度。为此上述大梁钢的强度先升后降的现象发生,可以归结为:400℃后Nb、Ti复合的微合金化大梁钢发生第二项粒子继续析出和原有的析出物长大过程,但以起强度作用的10-40nm的析出粒子为主。650℃时析出粒子量增加到最大,屈服和抗拉强度同时出现峰值。后随着回火温度升高特别是750℃之后,析出物急剧长大,其对强度的作用急剧弱化。与此同时在这高温下扩散速度增加使得第二相质点的Ostwald熟化作用而粗化[3]贡献也越来越大,二者共同作用导致750℃回火时强度急剧下降。
为验证实验室的在550-650℃回火情况下大梁钢的强度增加,同时结合用户的实际火烤方法,我们采用火焰割枪对加工的2个试样进行局部火烤加热,温度用工业手持高温计进行测量记录,其力学性能检验结果如下表3所示:
表3 不同回火温度下的拉伸性能
|
火烤 |
规格,mm |
屈服强度,MPa |
抗拉强度,MPa |
延伸率,A% |
断裂位置 |
|
火烤662℃ |
10 |
733 |
783 |
17 |
非加热段 |
|
火烤594℃ |
10 |
753 |
800 |
17.5 |
非加热段 |
从上表3的结果可以看出,火烤到550-650℃时进行拉伸试验,其断裂位置均在非火烤加热段,材料的屈服和抗拉强度相比室温25℃的确有所提高,由此再次验证了Nb、Ti复合的高强度大梁钢在一定回火工艺条件可以提高材料的强度。因此从图1和表3结合来看,用户火烤矫梁温度应该控制在700℃以下,这样可以保证原材料的强度符合设计性能,降低车架大梁的失效风险。
2.2 回火工艺对冲击韧性影响
表4为采用不同回火工艺处理后试验钢冲击韧性测试结果,图3为试验钢冲击功随回火温度及时间不同的变化趋势图。一般来说,冲击韧性的变化趋势与强度是正好相反的。结合表4及图3分析可知:随着回火温度的升高,试验钢的冲击功并不是单调的升高或降低的。
表4 不同回火温度下的冲击韧性
|
回火温度,℃ |
零下20℃冲击功,J |
均值 |
||
|
室温(25℃) |
131 |
127 |
133 |
130.3 |
|
300℃ |
139 |
140 |
129 |
136 |
|
350℃ |
141 |
140 |
144 |
141.6 |
|
400℃ |
153 |
162 |
147 |
154 |
|
500℃ |
116 |
109 |
111 |
112 |
|
550℃ |
83 |
79 |
92 |
84.6 |
|
600℃ |
65 |
63 |
59 |
62.3 |
|
650℃ |
53 |
50 |
49 |
50.6 |
|
700℃ |
122 |
120 |
118 |
120 |
|
750℃ |
103 |
101 |
97 |
100.3 |
|
注:冲击试样尺寸为 7.5mm×10mm×55mm。 |
||||
在400℃回火时出现韧性高峰达到154J,主要是由于该温度下材料的内应力得到了较好的释放,多边形铁素体晶粒大小和渗碳体均匀化程度提高,为此使得低温冲击韧性提升。而650℃回火时出现韧性的低谷只有50.6J,主要是由于材料内部Nb(C,N)和TiC粒子进一步析出和长大,使得试验钢的屈服强度上升到近800MPa,抗拉强度上升到830MPa,屈强比超过了0.97,并且塑性伸长率下降到了14%,同时通过对冲击断口观察发现以脆性断裂为主,符合低合金高强度的韧塑性匹配关系。将试验钢进一步回火到700℃后,虽然其抗拉强度降低不多,但屈服强度降低近70MPa,伸长率也提高了4.5%。因此使得低温韧性又恢复近室温25℃水平。750℃回火后冲击韧性再进一步的提高到原始钢板水平,主要是由于这是试验钢中组织均匀性更好,位错密度降低以及珠光体由原来的小块状转化成了粒状和短棒状的共同作用使得低温冲击韧性大幅改善。
图3 不同回火温度对强度的变化趋势
2.3 回火工艺对组织和硬度的影响
为进一步精细分析室温25℃、300℃、400℃、500℃、550℃、650℃、750℃、火烤662℃工艺下性能的变化原因,对上述工艺的拉伸残样进行了相应的组织观察如下图4和维氏硬度检测结果表5所示。
表5 不同回火温度下硬度变化情况
|
回火温度 |
维氏硬度HV0.3 |
均值 |
||
|
室温(25℃) |
227 |
229 |
230 |
228.3 |
|
400℃ |
233 |
231 |
236 |
233.3 |
|
550℃ |
247 |
249 |
248 |
248 |
|
650℃ |
256 |
254 |
257 |
255.7 |
|
750℃ |
216 |
214 |
221 |
217 |
|
火烤662℃ |
239 |
243 |
241 |
241 |
由表5可以看出,随着回火温度的升高,显微硬度变化为先增加后降低,与力学性能变化规律基本一致。当强度在650℃回火时强度对应的硬度也达到了最高值,为此可以表明显微硬度基本上能够反映Nb、Ti微合金化析出强化钢的铁素体硬度。

a

b

c

d

e
(f)
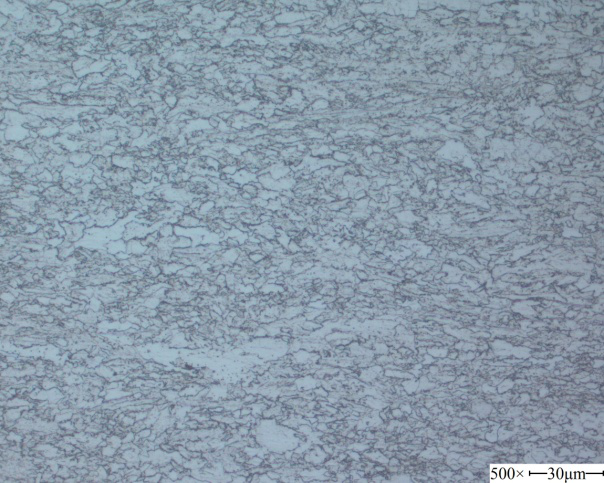
(a)室温25℃ 、(b)400℃、(c)550℃、(d)650℃、(e)750℃、(f)火烤662℃
图4 不同回火工艺条件的下显微组织
由图2的金相组织可以看出,除(e)外,(b)、(c)、(d)、(e)、(f)的多边形铁素体晶粒度均明显小于(a)室温25℃,且均匀化程度也趋向均匀。随着回火温度升高,室温下组织中铁素体晶界的珠光体开逐渐开始退化成短棒状或小颗粒状,渗碳体也逐渐回溶,使得铁素体晶粒越发“干净”,也为Nb、Ti碳氮化物的继续析出提供了基础。从(b)400℃到(d)650℃的金相组织来看,轧制后冷却过程中形成的少量MA岛或粒状贝氏体分布更加均匀,其它无明显变化。(f)750℃回火图中的晶粒尺寸有所长大,主要是由于回火温度偏高,扩散加剧,晶粒等轴化加剧,增大了晶粒长大的倾向。因此从金相组织上并不能完全解释强度变化的原因,需要结合透射电镜对组织和析出物数量、尺寸的观察才能更好的诠释强度变化的根本原因。
3、结论
(1) Nb、Ti复合微合金化高强度大梁钢在回火温度不超650℃的情况下,屈服强度和抗拉强度是随着回火温度的提高而提高。
(2) 回火温度超过750℃后,Nb、Ti复合强化的高强度大梁钢强度下降幅度较大,为此建议火焰矫梁用户火烤温度不大于700℃,这样可以保证大梁的设计性能,降低失效风险。
(3) 通过适当的轧后保温缓冷不仅有利于强度的提高,更有利于组织均匀性和韧性的改善。
参考文献
[1] 庄严. 商用汽车.专用汽车与配件. 2013.8 1-2
[2] 田锡唐. 焊接手册[M], 北京:机械工业出版社,1992,51.64
[3] 陆匠心 、王国栋. 一种Nb—Ti微合金钢微合金碳氮化物析出行为的研究.钢铁,200540(9):70
联系人:万国喜,轧钢工程师,河南.安阳(455004),安阳钢铁集团有限责任公司

